全國谘(zī)詢(xún)熱線
186-7652-6988
歡迎光臨佛山市(shì)妖精视频在线观看鋁業有限公司官方網站!

全國谘(zī)詢(xún)熱線
186-7652-6988

聯(lián)係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱(xiāng):874514218@qq.com
網(wǎng) 址:www.ccdsacc.com
地 址:佛山(shān)市南(nán)海(hǎi)區獅山鎮山南工(gōng)業區北(běi)區(qū)一(yī)路一排3號
散熱器鋁型材的生產要從鑄錠的質量(liàng)、模具的材(cái)質和設計、減少擠壓力以及擠壓(yā)工(gōng)藝等方麵著手。
1、鑄錠的質(zhì)量要求
鑄錠(dìng)的合金成分要嚴格控製雜質含量,保證合金萬(wàn)分的純潔度。對於6063合金要控製fe、mg、si的含量。fe的含量應小於0.2%,mg、si的含量一般(bān)都控製在國(guó)家標準的下限,mg含量0.45%~0.55%,si含量0.25%~0.35%。鑄錠要經過(guò)充分的均勻化處理,使鑄(zhù)錠的組織、性能均勻一致。
鑄錠的表麵要光滑,不允許有偏析瘤或粘有沙泥。鑄錠的端麵要平整,不(bú)能切成台階(jiē)狀或切斜度太大(切斜度應在3㎜以內)。因為(wéi)台階狀或切斜度太大(dà),用平麵模擠壓散熱型材(cái)時,如果沒有設計導流樫,鑄錠直接碰到模具,由於鑄(zhù)錠端(duān)麵不平,出現有的地(dì)方先接觸模具,產(chǎn)生應力集中,易把模具的(de)齒(chǐ)形擠斷,或造成出料的先後不一(yī),容易(yì)產生堵模或擠(jǐ)壓成型不好的現象。
2、對模具的(de)要求
因為散熱器型材的模具都是許多細長的齒,要承受很大的擠壓力,每個齒都要有很高的強(qiáng)度和韌性,如果彼此(cǐ)之間的性能有很大的差異,就容易使強(qiáng)度或韌性差的那些齒產生斷(duàn)裂(liè)。因此模具鋼材的質量(liàng)必須可靠,使用(yòng)質量可靠的廠家生產的h13鋼材,或選用優質的進口鋼材。模具的(de)熱處(chù)理十分重要,要用真空加熱淬火,采用高壓(yā)純氮(dàn)淬火,可以保證淬火後模具的各部分性能均勻。淬火(huǒ)後要采取三(sān)次回火,使模具的硬度保證在hrc48~52的前提下,具有足(zú)夠的(de)韌性。這是防止模具斷齒的重要條件。
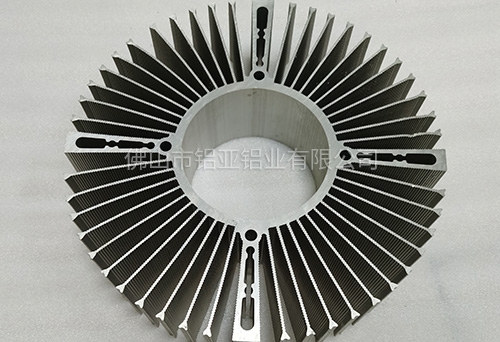
散熱器型材要能順利(lì)擠壓成功,關鍵是(shì)模具的設計要合理,製造(zào)要準確。一般盡量避免鑄錠(dìng)直接擠壓到模具工作帶(dài)上。鋁型材對於(yú)扁寬的梳形散熱器型(xíng)材,設計一個中間較小(xiǎo)、兩(liǎng)邊較大的導流模,使金(jīn)屬往兩邊流,減少模具工作帶上的擠壓力,而且使(shǐ)其壓力分布均勻。由於散熱(rè)器型材(cái)斷麵的壁厚差大,設計模具工作帶時要相應保持它們的差別,即壁厚大的地方工作帶要特別加大,可以大到20mm~30mm,而齒尖的位置要突破常規,把工作帶減(jiǎn)到最小。總之要保證金屬在各處流動的均勻性。對於扁寬形散熱器,為保證模具有一定的剛度,模具的厚度要(yào)適當增加。厚度增加量約30%~60%。模具的製作也要十分精細,空刀要做到上下、左右、中間保持對稱,齒與齒之間的加工誤差要小於(yú)0.05mm,加工誤差大容(róng)易產生偏齒,即散熱片的厚薄不均勻,甚至會產生斷齒的現(xiàn)象。
對於設計比較成熟的斷麵,用嵌鑲合金鋼模具也是一個較(jiào)好的方法,因(yīn)為合金鋼模具有(yǒu)較好的剛性和耐磨性,不易產(chǎn)生(shēng)變(biàn)形,有利於(yú)散熱器型材的成形。

3、減少擠壓力
為了防止模具斷齒應盡量減少擠壓力,而擠壓力與鑄錠的長、合(hé)金變形抗力的大小、鑄錠的(de)狀態、變形(xíng)程度的大小等因素有關。因此擠(jǐ)壓散熱鋁型材的鑄棒不宜太長,約為正常鑄棒長度的(0.6~0.85倍)。特別是在試模和擠(jǐ)壓第首根鑄棒時,為確保能順利生產出合(hé)格(gé)的產品,用更短的(de)鑄棒,即正常鑄棒長度(0.4~0.6)倍的鑄棒來試模。
對於形狀複雜的散熱(rè)大喊(hǎn)型材斷麵,除了縮短鑄棒(bàng)的長度外(wài),還可考慮用純鋁短鑄做首次(cì)試擠壓,試擠成功後再用正常鑄(zhù)錠進行(háng)擠壓生產。
鑄錠均勻化(huà)退火不僅可以使組織和性(xìng)能均勻,而且可以提高擠(jǐ)壓性能和降低擠壓力,所以要求鑄錠必須均勻(yún)化退火。鋁型材(cái)至於變形程度的影響,由於散熱器型材的(de)斷麵積一般都比較大(dà),擠壓(yā)係數一般(bān)在40以內,因此其影響較小。
4、擠壓工藝
散熱(rè)器鋁型材生產的關鍵是擠(jǐ)壓模具的首次試模,有條件的話,可以先在電腦上做模擬試驗,看模具設計的工作帶是否合理,然後在擠壓機上試模。首次試模十分重要,操作手(shǒu)要讓主柱塞前進(jìn)上壓時在低於8mpa的低(dī)壓力下慢速前進,有人(rén)用電筒光線照看模具出口處,等擠壓模具的每一個散熱(rè)片都均勻擠壓模孔後(hòu),才能逐漸加壓加速進行擠壓。試模成功後繼續擠(jǐ)壓時,應注意控(kòng)製(zhì)好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,要使模具溫(wēn)度與(yǔ)鑄錠溫度(dù)相近。若溫差太大,由於(yú)上壓時擠壓速度慢,會(huì)使(shǐ)金屬溫度下降,易產生堵模或流速不均(jun1)勻的現象(xiàng)。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北(běi)區一路一排3號(hào)
地址:佛山市南海區獅山鎮山南工業區北(běi)區一路一排3號(hào)
材")
(掃一掃 關注官方微信)