")
全國谘詢熱線
186-7652-6988
歡(huān)迎光(guāng)臨佛山(shān)市妖精视频在线观看鋁業(yè)有限公司官(guān)方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.ccdsacc.com
地 址:佛山市(shì)南海區(qū)獅山鎮山南(nán)工業區北區一路(lù)一排3號
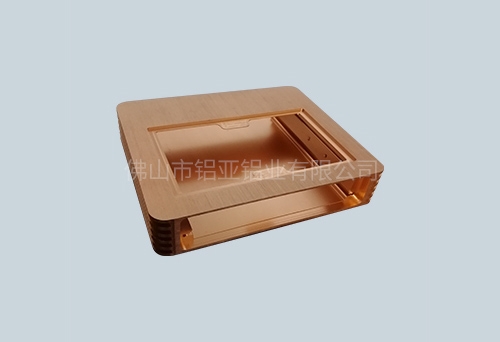
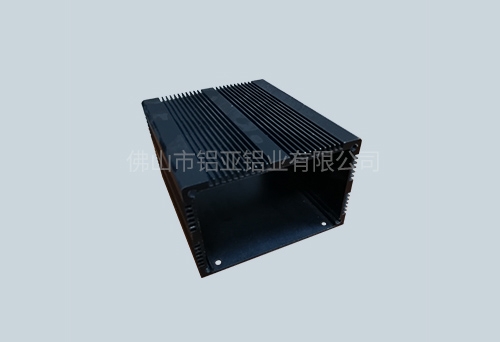
鋁合金外殼由於采用工業鋁合金(jīn)型材,可以根據不同需要,應用積木化原理裝成各種結構(gòu)型式,簡化了設計,縮短了投產周期(qī)和鈑(bǎn)結構相比,避免了結構複雜、零件繁多、設計工作量大等一係列缺點(diǎn)。在鋁合金外殼加工(gōng)過程中表麵容易(yì)產生凹凸波紋,如何消除這一缺陷呢?

一、設(shè)計、製造合格的鋁型材(cái)擠壓(yā)模具(jù)是關鍵,模具廠要杜絕人為(wéi)的模具加工缺陷。
二、波浪嚴重,通過修模,改模,退回來處理(lǐ)。
三、新模或修複過的模具開始擠壓時(shí)有波浪,di一根(gēn)棒可低溫慢速擠壓,中間可暫停幾次重新(xīn)擠(jǐ)壓,目的是使工作帶粘金屬填平(píng),有時波浪自然消失。
四、輕微波浪通過加大牽引力,加大拉伸量來處理。
五、輕微(wēi)波浪,調偏筒與模麵中心,使筒內鋁流入(rù)模腔的鋁量變化來影(yǐng)響流速。此生產急需時可行,但是在平時的處理中,筆(bǐ)者不推薦這樣做。
六、支撐墊合(hé)理(lǐ),出料順暢。
七、尾端1m左右(yòu)產生波浪調厚壓餘(yú),降低擠壓速度。或作拉伸時的夾頭(tóu)來處理。
八、鋁材生產過程中發現因模空刀偏小或鋁(lǚ)型材流速原因的擦傷,可在偏小側模具工作(zuò)帶(dài)和擦墊側模墊處塗油淬火潤滑可調正。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機(jī):0757-6322-2898
座機(jī):0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
型材")
(掃一掃 關(guān)注官方微信)